 (通信販売コーナー作成中)
大分県宇佐市安心院町|麦焼酎・大分の酒・酒蔵
縣屋酒造(株)
大分県宇佐市安心院町折敷田130
(通信販売コーナー作成中)
大分県宇佐市安心院町|麦焼酎・大分の酒・酒蔵
縣屋酒造(株)
大分県宇佐市安心院町折敷田130
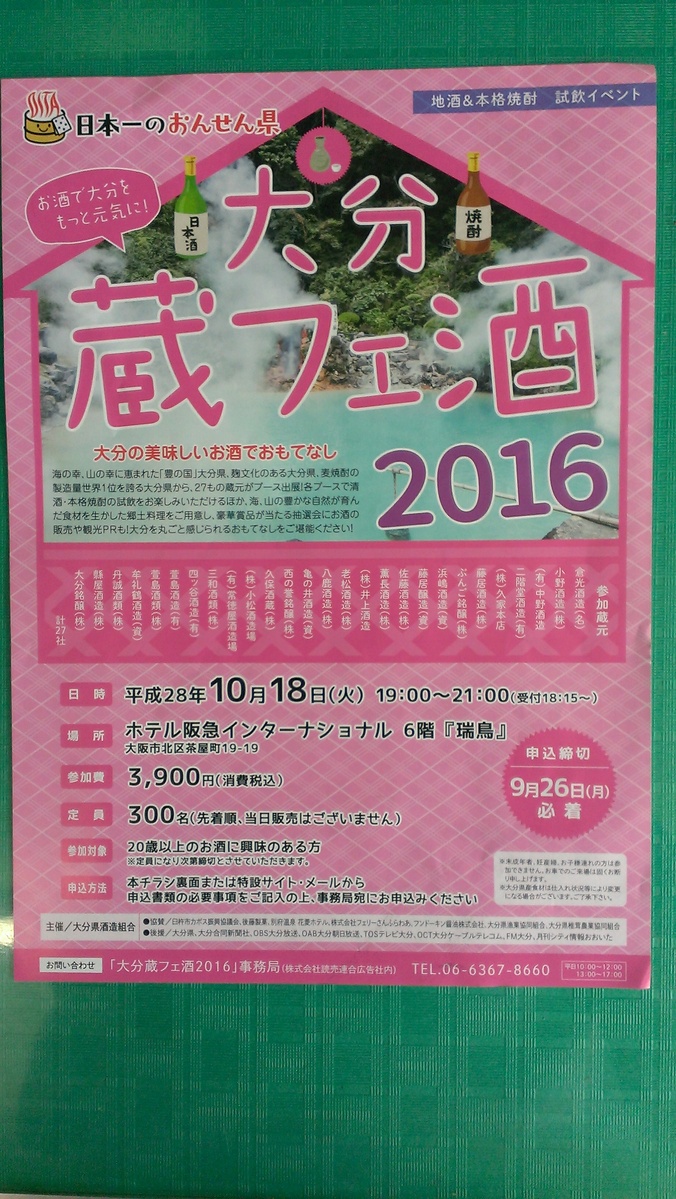
イベントの告知です。
大分県酒造組合の主催で、
約2週間後の10/18(火)に、大阪のホテル阪急インターナショナルで
「大分蔵フェ酒2016」というイベントが行われます。
概要ですが、本格焼酎をはじめ、大分県の日本酒やリキュールなどの酒類と、
地元産の食材を使った大分県内で親しまれている料理も振る舞われるようです!
私も参加したかったのですが、製造の方があり行けません、残念( ´△`)
そして、ゲーム的なことが行われるのでしょうか、
各参加蔵元は景品を用意するようになっています。
実はここで用意される景品の中には珍しいものや非売品のものがあり、
結構レアだったりするものもあるんです(^^)
縣屋酒造からは、ブログにも書きましたつい最近作ったTシャツを用意する予定にしています(^^)
(ちなみにこれも非売品ですよ(^^))
実は宣伝もかねて書こうと思っていたのですが、
すでに割りと早いタイミングでチケットが完売してしまったようです。
こういうイベントって仕事なんですが、
色んな人とお酒の話ができたりして楽しかったりするんですよね。
参加されるかたは存分に楽しんでください(^^)
 (通信販売コーナー作成中)
大分県宇佐市安心院町|麦焼酎・大分の酒・酒蔵
縣屋酒造(株)
大分県宇佐市安心院町折敷田130
(通信販売コーナー作成中)
大分県宇佐市安心院町|麦焼酎・大分の酒・酒蔵
縣屋酒造(株)
大分県宇佐市安心院町折敷田130
(通信販売コーナー作成中)
大分県宇佐市安心院町|麦焼酎・大分の酒・酒蔵
縣屋酒造(株)
大分県宇佐市安心院町折敷田130